Case Study: Powertrain
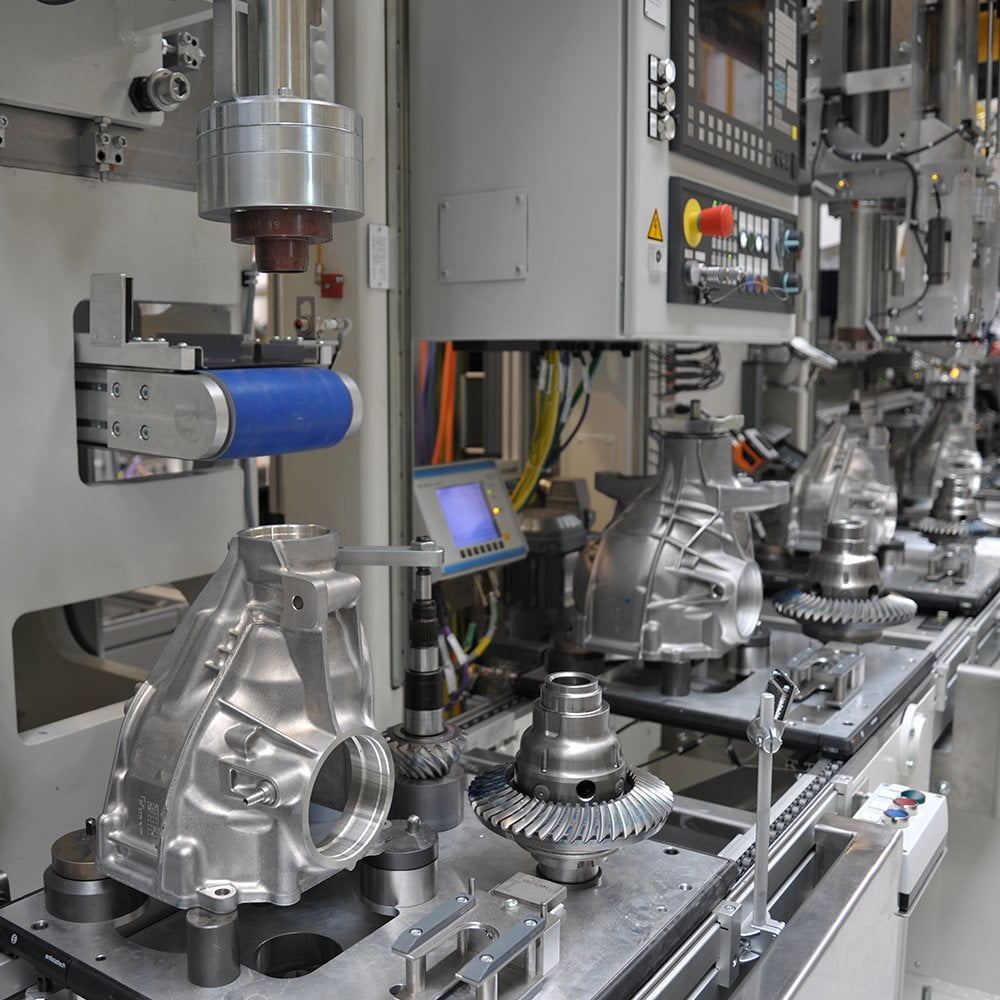
Assembly line system for rear axle transfer transmissions
The assembly line system includes all operations, ranging from differential pre-assembly including laser welding and the main assembly of the bevel drive pinion and differential, to end-of-line testing.
As with all transfer transmissions, the qualitative focus is on the geometric adjustment of the position of the bevel drive pinion to the crown wheel, which is reflected by the noise behavior of the teeth and the life of the bearings. This can only be achieved if the relevant dimensions of the components are measured under the nominal installation conditions and the adjustment disks are correctly determined.
The adjustment disks (gradation in the hundredths range) ensure that when assembled, the components are correctly aligned with one another and that the bearings are correctly pre-stressed. The result is confirmed by means of intermediate tests (dynamic torsional backlash testing) and an end-of-line test.
- Cycle time 45 seconds
- High degree of automation
- Flexible number of operators
- Manual workstations arranged in U-shape (lean)
- 2 basic types with several ratios and various housings and cover variants
- Automatic feeding of wheelsets and housings
- Laser cleaning, laser welding and US testing
- Collar nut bolting
- Dynamic torsional backlash measurement
- Structure-borne noise test bench (EOL)
- Semi-automatic side shaft assembly
